



























- данный полуприцеп может быть изготовлен с необходимой вам высотой ССУ от 1150 до 1800 мм
ВНИМАНИЕ цвет! ДОП.ОПЦИЯ На сайте представлены автомобили разных расцветок. Все требования и пожелания по цвету и окраске продукции согласовывайте на этапе разработки технического задания и заключения договора.

| Параметры емкости | |
| Вместимость цистерны, м3 (поверка) | 40 (10 + 10 + 10 +10) |
| Количество изолированных секций, шт | 4 |
| Сечение цистерны | чемодан |
| Материал цистерны | сталь 09Г2С, S=5 мм |
| Параметры масс | |
| Масса снаряженного полуприцепа цистерны, кг | 12 250 |
| Полная масса ППЦ, кг | 46 650 |
| Распределение нагрузки от ППЦ полной массы | |
| На седельное устройство, кг | 21 870 |
| На оси ППЦ, кг | 24 780 |
| Комплектация | |
| Крышка горловины | алюминиевая |
| Устройство дыхательное | УД2-80 (фланцевое) |
| Донный клапан, мм | Ду 90, с пневмоуправлением и ручным дублером |
| Лестница на площадку обслуживания заливной горловины | заднее расположение |
| Поручнь | слева от площадки обслуживания |
| Площадка обслуживания | из просечного оцинкованного листа с противоскользящим эффектом |
| Противооткатные башмаки | пластиковые |
| Тип огнетушителя | ОП-6 |
| Катушка заземления | установлена на ящике СРТ |
| Ящик для песка | пластиковый, располагается на цистерне |
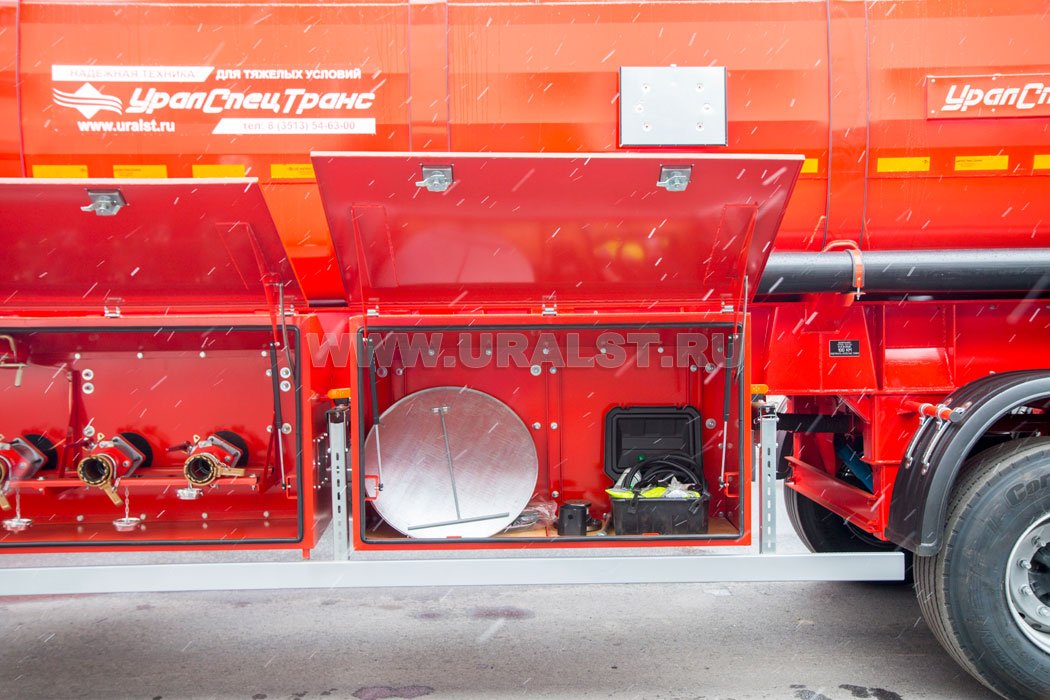
| Система раздачи топлива (СРТ) | |
| Трубопровод цистерны, мм | Ду 80 |
| Быстроразъемные соединения (БРС), мм Типы БРС |
Ду 80 мм |
| Пенал для рукавов | металлический оцинкованный |
| Рукав напорный, м | 4 (2 шт.) |
| Подвеска полуприцепа | |
| Тип Информация по подвескам |
Трехосная пневматическая, тип осей BPW |
| Количество осей/колес | 3 / 6+1 |
| Опорное устройство | |
| Модель |
механическое с ручным приводом |
| Шины | |
| Размерность шин Информация по шинам |
385/65 R22.5 |
| Шкворень | |
| Типоразмер, дюйм | 2 |
| Габаритные размеры полуприцепа цистерны | |
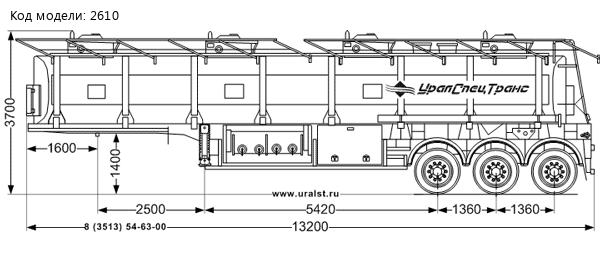
| Длина, мм | 13 200 |
| Ширина, мм | 2 550 |
| Высота, мм | 3 700 |
| Высота ССУ, мм | 1 400 |
| Документация | |
| Комплект сопроводительной документации | ПТС Свидетельство о поверке Паспорт и формуляр Сервисная книжка Паспорта на узлы, агрегаты и доп. оборудование |
| Технология производства | |
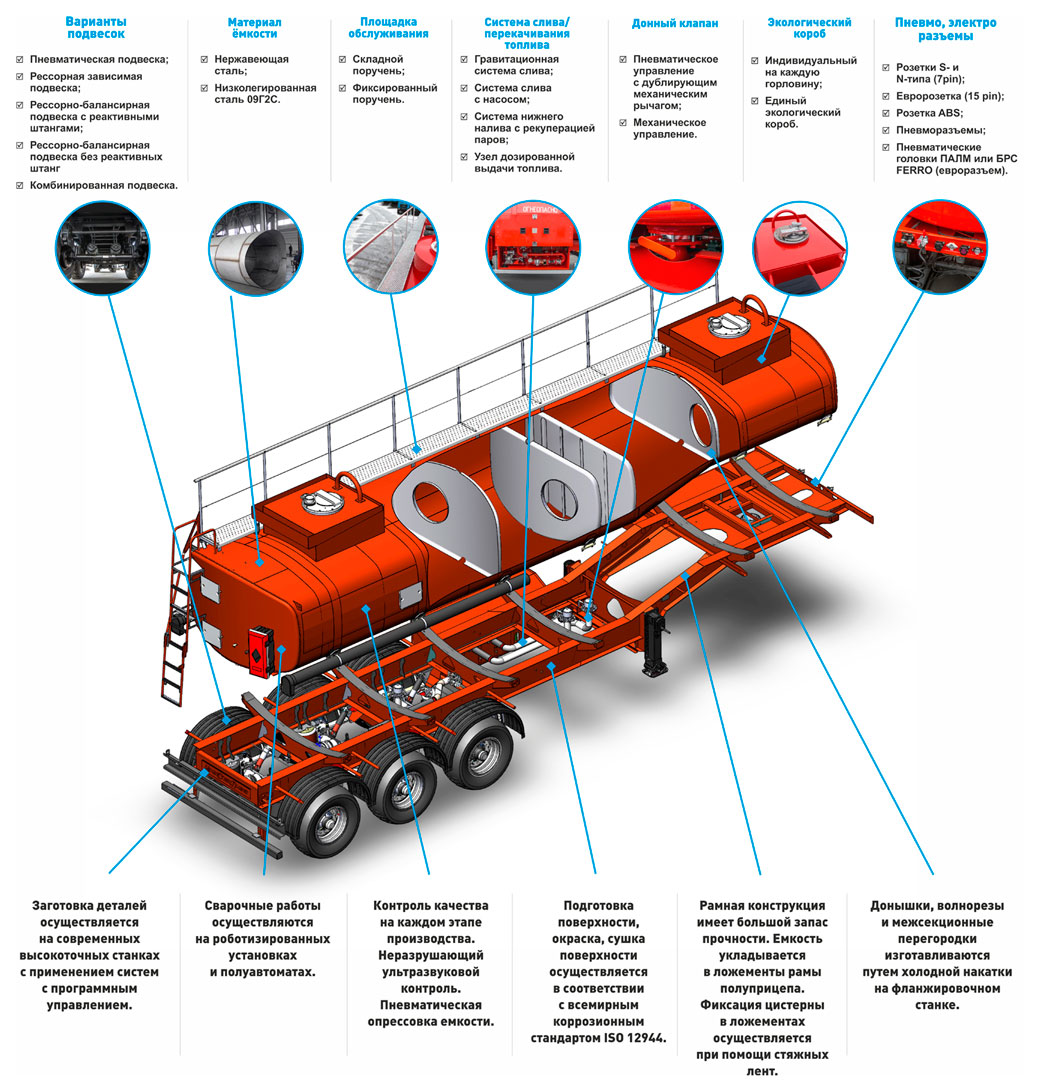
| Заготовка | Раскрой деталей различных геометрических форм выполняется на установке плазменной резки. Резка металла в размер производится при помощи листовых ножниц, обеспечивающих идеально чистый рез, без заусенцев и скручивания листа. Изготовление деталей гнутого профиля производится на гибочном прессе. Изготовление донышек осуществляется на современном автоматическом станке для фланжирования. |
| Сварка | Сварка обечаек производится на роботизированной сварочной колонне, что обеспечивает ровный кольцевой шов. Сварочные работы мелкого масштаба осуществляются на современных сварочных полуавтоматах. |
| Окраска | Подготовка поверхности, покраска и сушка покрытия осуществляется с соблюдением всех требований стандарта ISO 12944. Подготовка поверхности под окраску включает: обезжиривание, гидроаброзивную очистку мелких деталей, дробеструйную обработку крупных деталей, покрытие пассивирующими составами. Окраска крупных деталей осуществляется в современной окрасочно-сушильной камере. Окрашивание мелких деталей производится в окрасочной камере с подвесным ручным конвейером. |
| Контроль качества | Сварные швы емкости проходят неразрушающий ультразвуковой контроль. Следующим этапом производится пневматическая опрессовка емкости – проверка механической целостности, также обеспечивающая проверку герметичности цистерны при повышении рабочего давления. |
| Конструкция ППЦ | |
| Несущие элементы | Цистерна установлена в ложементы рамы полуприцепа через резиновый демпфер. Фиксация цистерны на ложементах осуществляется при помощи стяжных лент. |
| Волнорезы | Полусферической формы фланжированные холоднокатаные, смещенные от сварных швов обечаек, с инспекционными люками-лазами, смещенными от оси цистерны, площадь перекрытия не менее 70% |



| 1. Увеличена толщина емкости | |
Было: 4 мм |
Стало: 5 мм |
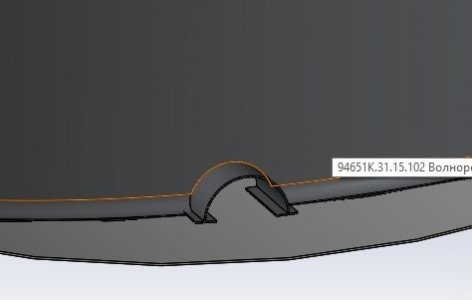
| 2. В нижней и верхней части волнорезов вварены полукруглые поперечные пластины | |
|
Было:
|
Стало:
|
| 3. Увеличена ширина нижних бронелистов (накладок). | |
|
Было: 360 мм |
Стало: 500 мм |
| 4. Заменен материал створок ящика. | |
|
Было:
Материал: Лист 09Г2С Толщина: 2 мм Масса (Створка №1): 27,22 кг Масса (Створка №2): 19,20 кг
|
Стало:
Материал: Лист Амг2 (Квинтет) Толщина: 3 мм Масса (Створка №1): 13,93 кг Масса (Створка №2): 9,83 кг
|
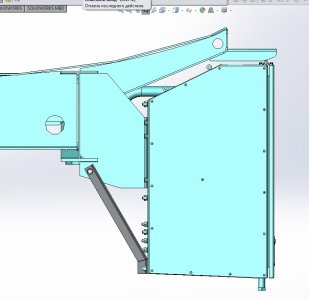
| 5. Добавлены распорки ящика | |
| Было: нет |
Стало:
|
| 6. Добавлены ложементы под топливные пеналы. | |
|
Было:
|
Стало:
|
| 7. В задней части ППЦ добавлена площадка из просечного листа с ручками для удобства подъема на цистерну. Лестница расположена строго вертикально и прижата к днищу. Пеналы огнетушителей перенесены на площадку в горизонтальную плоскость. | |
|
Было:
|
Стало:
|
| 8. Исключены пружины в креплениях хомутов. | |
|
Было:
|
Стало:
|
|
Введены распорки первой и последней трубы брызговика.
|
|
|
Изменена схема крепления трубы брызговика.
|
|
Технические характеристики автотехники, приведенные на данной странице, носят справочный характер, т.к. параметры и иные эксплуатационные показатели зависят от желаемой покупателем комплектации транспортного средства.
При этом завод-изготовитель оставляет за собой право изменять технические характеристики автотехники, а также состав и перечень применяемых для ее изготовления комплектующих, если указанные мероприятия направлены на улучшение параметров конструкции, работоспособности автотехники и не изменяют ее назначение.